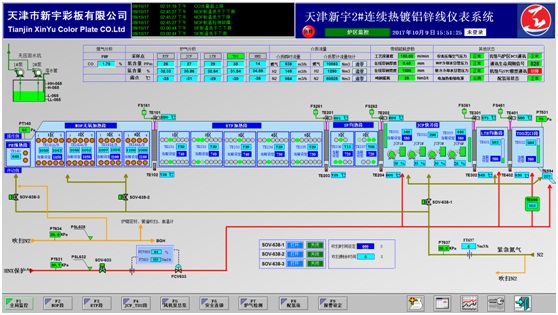
钢带连续热镀锌机组退火炉控制
热镀锌退火炉控制系统是我公司通过十多年来的经验积累,并结合控制理论和控制技术,为连续热镀锌机组的加热还原退火炉提供完整的满足工艺要求的, 以温度为主要控制对象的。
PLC 过程控制系统,已在多家企业热镀锌生产线上广泛应用,该控制系统自动化程度高,具有高精度、高可靠性、高稳定性、高速度、功能完备等特点,显著提高了生产效率、产品质量和生产信息的集成管理等优点。
产品介绍
1. 系统控制软件模块化。对各种形式的加热还原退火炉只要调用不同的控制模块即可实行所需分系统的优化控制。
2. 给定板带所需工艺温度即可精确控制板温和炉温,控温精度:±3℃
3. 轻负荷状态下的比例燃烧控制技术,在退火炉空炉或轻负荷时采用比例燃烧控制,结合采用烧嘴的脉冲控制技术来实现炉温的精确跟踪。
4. 空燃比动态优化的双交叉限幅控制。由于燃料热值的不稳定会造成退火炉内还原性气氛的破坏,采用CO 分析仪在线检测燃烧后炉内烟气的CO 含量来动态调节双交叉流量控制中的空燃比,采用双交叉限幅控制模式可保证烟气成份在规定的范围内。
5. 通过OPC 接口实现了OPC 服务器组态软件(WINCC) 对多个智能调节器及其他支持RS485 串行通信模块的远程监控。
6. 过程控制系统可与生产线电气自动化系统实行数据交换,可根据板宽、板厚、机组速度、镀层厚度等设定过程工艺参数。
7. 可将控制系统的生产数据以ACCESS 数据库的形式存档,通过以太网进行数据通信,从而实现管理层对车间级的生产监控。
8. 利用本公司自主研发的高智能全数字电力调整器实现各种负载的电加热控制。该电力调整器采用高性能的单片机为控制核心,通过按键设定参数,界面采用LED 数码管显示;集三相调压、调功方式为一体;采用锁相环技术保证电源相位和触发脉冲的同步;三相电源相序的自动检测及触发脉冲相序的自动判别;三相电流及负载电压的采样反馈,可实现恒电压、恒电流的控制方式;整个温控系统可实现温度+ 电流、温度+ 电压、温度+ 功率的多种双闭环控制方式,也可实现温度+ 电流+ 电压的三闭环控制方式;带串行通信功能。
主要监控对象
1. 带温检测与控制、炉温检测与控制;
2. 炉内压力检测与控制;
3. 炉内气氛H2,N2,H2O,O2,CO 等检测与控制;
4. 燃气管路的流量压力检测与控制;
5. 空气管路的流量压力温度的检测与控制;
6. 废气管路的压力温度的检测与控制;
7. 燃烧系统的优化控制;
8. 监控站PC 机与智能调节器的通信控制;
9. 生产过程的计算机监控。